Comprehending the Benefits of Special Indexable Tooling
Triumph Tool has in-house design capability. The initial concept drawings are created relatively quickly and are typically accompanied by a budgetary quotation. In the event of a Purchase Order, final approval prints are prepared. The company works with a host of supplier partners, including Sandvik Coromant. It decides which partner to work with, depending on a number of factors such as one-off simple tool vs. a complex turnkey solution.
Special tooling can include solid carbide, carbide tipped, PCD tipped, high-speed steel, and indexable carbide. Read on to learn about the benefits of indexable carbide tooling on modern machining centers.
The advancement of CNC machine tools led the manufacturing industry to rethink the value of special indexable tooling. But a lot of companies are investing in the latest generation of machine tools without realizing that what goes on the end of the spindles is just as important. Quality tooling is critical for optimizing the performance of any machine tool, and some jobs demand investing time and money in special indexable tooling.
There are many good reasons for a shop to invest in special indexable tooling. Merging a spot-face, chamfer, and counterbore into a single plunge tool, for example, leads to benefits that include cycle time reduction (in-cut and less tool changes). Combining two or more bores into one tool could be more productive and predictable. In those cases where tool stations are limited, a custom tool can make the difference between completing the part in a single set-up or not.
A custom tool can be developed to meet a single feature, or a combination of several and can reduce time in cut, decrease the number of tools and tool changes to reduce cycle time, meet tolerance requirements that are not easily obtainable with multiple tools or in separate operations, improve repeatability, improve surface finishes and tool life, deliver better product quality and reduce waste and generate detail not possible with off-the-shelf cutting tools.
Design Aspects
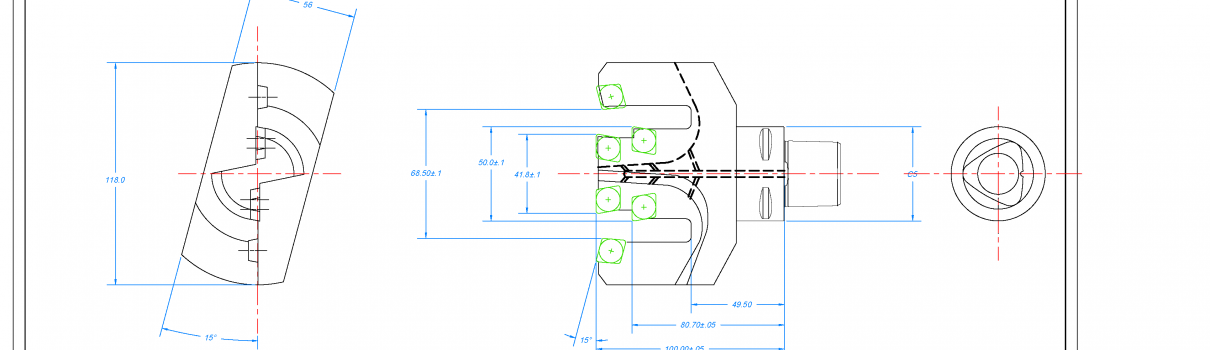
Many factors need to be considered when designing special indexable tooling. One needs to start with a part drawing and/or process sheet. A sample part or 3D printed part to scale is often advantageous. In addition, one must also consider: the material being machined, the machine tool(s) to be used and hence back end required and if the tool will be coolant through or not.
The design engineer will analyze the part being machined to identify operational details that will create efficiencies and process adjustments that may not be apparent to the shop, such as combining radii or chamfers with adjacent surfaces or, creating sharp intersections that do not require deburring. Successful tool design can frequently eliminate deburring of critical surfaces or control where burrs are created.
When designing special indexable tooling, the design engineer will consider whether to integrate a fixed pocket or cartridge, or a combination of both. Shim seats will be used wherever possible with fixed pockets, but sometimes space constraints will not permit them. There is a wide variety of standard cartridges available (roughing, fine finishing, various lead angles, etc.) Lastly, standard ISO inserts are preferred over proprietary designs.
High-performance special indexable tooling may appear to be expensive when the initial investment is compared to standard tooling. But an analysis that considers the reduced production time, improved quality and decrease in deburring p can result in an extremely quick ROI—and a competitive advantage.
www.triumphtool.com












